Як ви всі знаєте, роз’єми складаються з пластикових корпусів і клем.Який процес виготовлення пластикових корпусів, терміналів, а потім збирання їх у роз’єми?Ця стаття познайомить вас з процесом виготовлення з’єднувача.

1, штампування
Процес виготовлення електронних роз'ємів зазвичай починається з штампування штифтів.Електронні з'єднувачі (контакти) штампуються з тонких металевих смуг великими високошвидкісними пресами.Один кінець великого рулону металевого ременя подається в передній кінець перфоратора, а інший кінець намотується на роликове стрічкове колесо через гідравлічний стіл перфораційної машини, і рулонне стрічкове колесо витягує металевий ремінь. і розкочує готовий виріб.
2, гальванічне покриття
Після штампування штифт роз’єму слід відправити в секцію гальванічного покриття.На цьому етапі поверхню електронного контакту роз’єму покривають різними металевими покриттями.
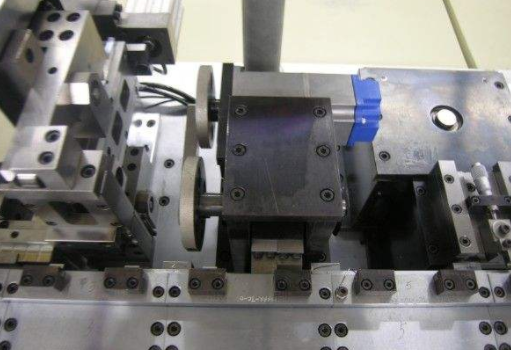
 3, ін'єкція
3, ін'єкція
Пластиковий бокс-тримач для електронного роз'єму виготовляється на етапі лиття під тиском.Звичайний процес включає введення розплавленого пластику в металеві мембрани, які потім швидко охолоджуються для формування.Так званий «витік» відбувається, коли розплавлений пластик не заповнює мембрани повністю.Це типовий дефект, який необхідно перевірити під час лиття під тиском.Інші дефекти включають заповнення або часткове блокування домкрата (який повинен бути чистим і незаблокованим для правильного вставлення штифта під час остаточного складання).Система машинного бачення, яка використовується для перевірки якості після лиття під тиском, відносно проста, оскільки підсвічування може легко ідентифікувати витоки сідла коробки та заглушки.
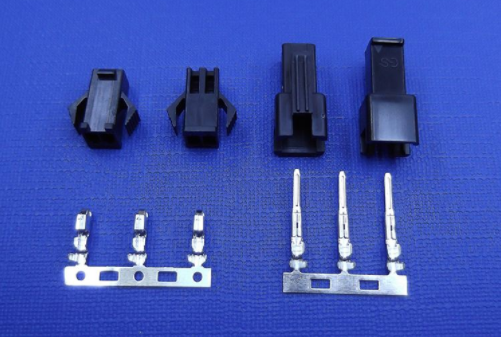
4, збірка
Завершальним етапом виготовлення електронного роз'єму є готова збірка.Є два способи з’єднання та підключення гальванічних штифтів до сидіння ін’єкційної коробки: один штекер або комбінований штекер.Окрема вставка відноситься до кожної вставки шпильки;Поєднання кількох штифтів одночасно з посадковим місцем коробки.Незалежно від способу введення, виробник вимагає, щоб всі штифти були перевірені на етапі складання на герметичність і правильне розташування;Інший вид планової перевірки пов’язаний з вимірюванням відстані на сполучній поверхні з’єднувача.
 Вище наведено процес виробництва роз’єму, хоча існує стільки сотень тисяч моделей роз’ємів, але виробництво роз’єму є приблизно таким кроком.
Вище наведено процес виробництва роз’єму, хоча існує стільки сотень тисяч моделей роз’ємів, але виробництво роз’єму є приблизно таким кроком.
Час публікації: 12 лютого 2022 р